
Во-первых, предисловие
Прессом нескольких производственных линий на автомобильном заводе является оборудование, изготовленное немецкой компанией SCHULER Press Company в 1990-х годах. ПЛК серии S5 компании SIEMENS используется для управления сердцевиной и критической защиты пробивного станка. Он непрерывно производится уже более десяти лет с момента ввода в эксплуатацию. В настоящее время система управления Siemens S5, используемая пресс-компанией, была более строгой. Серьезное старение, растущая частота отказов и многие электрические устройства управления из-за длительного периода времени, Siemens больше не производит и не поставляет, существует большой риск поставки запасных частей, если их не изменить вовремя, будет требоваться техническое обслуживание и нормальное высокоэффективное производство. принести большие скрытые опасности, чтобы решить проблемы с обслуживанием, с которыми сталкивается пресс, рассмотрим ранее использовавшуюся систему управления Siemens S5, которая была модернизирована до широко используемой системы управления Siemens S7, чтобы полностью обеспечить нормальную и эффективную работу пресса.

Два, обзор системы
После вступления Китая в ВТО иностранные автомобильные заводы вложили средства в строительство заводов в Китае. Есть много видов автомобилей с разными стилями. Развитие предприятий штамповочного производства все теснее связывается с автомобильной промышленностью. Объектом этой трансформации является закрытый пробивной станок грузоподъемностью 600 тонн. Принципиальная схема управления системой выглядит следующим образом. При работе пробивной машины маховик приводится в движение электродвигателем через ременное колесо, а кривошипно-ползунковый механизм - посредством зубчатой пары и муфты. Вращательное движение маховика преобразуется в движение ползуна вверх-вниз для завершения штамповки заготовки. Ползун перемещается из высшей точки в самую нижнюю для завершения штамповки заготовки, а затем возвращается в самую верхнюю точку для разрыва сцепления и завершения рабочего цикла. Для регулировки размера ползуна на заготовке, чтобы лучше завершить штамповку заготовки, под подвижным столом устанавливается воздушная подушка, а пресс прижимается с заданным давлением, регулируя давление сжатого воздуха. внутри воздушной подушки. В процессе штамповки, поскольку вес ползуна будет иметь важное влияние на движение всей системы, используется балансировочное устройство для удержания ползуна сжатым воздухом, так что вес ползуна равен нулю, а мощность движение ползуна полностью обеспечивается маховиком. Таким образом, избегая влияния веса ползунка на систему. Каждый пресс может заменять разные штампы для штамповки разных заготовок, при замене формы будет опускаться воздушная подушка, ползунок, установленный на пуансоне, разблокируется, помещается на подвижный стол над штампом, ползунок открывается до самой высокой точки, а затем через движущийся стол, чтобы открыть форму, в новую форму.

Система состоит из следующих частей:
1. Основная система управления пробивным станком состоит из С5-155У.
2. периферийные устройства, управляемые S5 I/O
3. Верхняя система мониторинга и управления данными состоит из WF470.
4. ползунок системы контроля параллельного энкодера, высота воздушной подушки, угол кулачка
5. WF715 представляет собой кулачковую систему безопасности.
В-третьих, системные требования
1) Продление срока службы машины - поскольку пресс является ключевым оборудованием на производственной линии автомобилей, нормальное или нет оборудования напрямую связано с эффективностью работы всей производственной линии автомобилей, а оборудование одного пресса дорогая. Поскольку срок службы механической части пресса составляет около 50 лет, а срок службы электрической части, как правило, составляет всего около 15 лет, поэтому в течение срока службы пресса электрооборудование необходимо реформировать примерно три раза.
2) Снижение стоимости запасных частей, хорошая ремонтопригодность - для достижения хорошей ремонтопригодности после преобразования системы различные аппаратные модули выбирают стандартизированные серии, их следует выбирать с хорошими перспективами развития технологических продуктов, чтобы обеспечить долгосрочную срок поставки запчастей в будущем. Программное обеспечение модифицировано на основе оригинальной программы S5, что не только гарантирует согласованность преобразованной системы, но и настраивает функцию управления в соответствии с требованиями пользователя, а также добавляет необходимые аннотации для обеспечения читабельности программного кода. Поэтому проблем с обслуживанием нет. Все виды документации по разработке хорошо сохраняются и своевременно архивируются, чтобы обеспечить читабельность программного кода. ремонтопригодность программного обеспечения;
3) Быстрая замена сокращает время простоя всего на 4 недели - чтобы сэкономить время и трудозатраты при строительстве площадок, сократить время простоя и снизить влияние на производство. Подготовьтесь к трансформации: что нужно заменить, а что останется в системе, и разумно расположите и разделите, чтобы не допустить слепого расширения масштабов трансформации и упущения проектов трансформации. Все проводки и контрольные точки в программе точно такие же.
4) Полностью китайский операционный интерфейс и мощная диагностическая система - полностью китайский операционный интерфейс позволяют операторам легко понять состояние оборудования, изменить параметры процесса, предоставить выходные данные и облегчить планирование производства. В то же время информация об ошибках и аварийных сигналах интуитивно отображается на верхнем компьютере в графическом виде, а также отображается состояние связи каждого узла в системе.
5) Настройте функцию управления в соответствии с требованиями пользователя - при сохранении исходного режима работы без изменений добавьте соответствующую функцию мониторинга в соответствии с фактическими потребностями сайта.
Четыре. Системный дизайн
1, дизайн-план
Поскольку пресс является ключевым оборудованием в автомобильной производственной линии, нормальное оборудование или нет, напрямую связано с эффективностью работы всей автомобильной производственной линии, а оборудование одного пресса стоит дорого. Поэтому в процессе трансформации требуется 100% безопасность и 100% успех. Ввиду вышеизложенной ситуации в процессе трансформации всего проекта принимаются следующие планы:
1) в процессе преобразования всей системы сначала отлаживать программное обеспечение, а затем перестраивать электрооборудование.
Чтобы снизить риск трансформации всего проекта, все оборудование S5 сначала не перемещается, а в систему S5 добавляется коммуникационная карта PROFIBUS. Все сигналы оборудования в системе S5 передаются на ЦП S7 400 через связь PROFIBUS. ЦП S7 400 заменяет ЦП управления S5. Программа управления устройством выполняется в S7 400, а все внешние управляющие сигналы управляются шаблоном S5.
В течение всего процесса реализации проекта, добавив программу переключения в S5, систему S7, S5 можно свободно переключать для управления машиной только путем изменения параметров, и весь процесс замены системы может быть завершен в течение трех часов, чтобы не достичь трансформация рисков.
2) Обновление всего электрооборудования следует принципу систематической модернизации, в соответствии с требованиями процесса управления прессом, контроллер S5 обновлен до контроллера S7-400F для повышения функции защиты безопасности.
Система управления безопасностью – это система управления, специально используемая для блокировки в опасных местах и аварийной парковки. Существенное различие между ПЛК и обычным управлением технологическим процессом заключается в том, что его функция состоит в том, чтобы безопасно остановить устройство в случае аварии и отказа (включая аварию устройства и отказ самой системы управления), чтобы избежать ущерба персоналу устройства. и к окружающей среде. Если возникает критический сценарий приложения, контроллер может войти в определяемое пользователем состояние безопасности, чтобы выполнить программу простоя в заранее определенном порядке, а затем предоставить пользователю информационные отчеты с диагностическими данными.
Для удобства пользователя при обслуживании оборудования процесс модификации гарантирует, что все структуры программы, электрическая проводка и инструкции в значительной степени соответствуют исходной системе, а все модификации подробно описаны и аннотированы. Кроме того, все программы, таблицы переменных дополнены аннотациями на китайском языке для удобства обслуживающего персонала.
3) Экран мониторинга использует сервер мониторинга данных WINCC в качестве основного компьютера для мониторинга всей системы и сенсорный экран с электронным диском в качестве интерфейса мониторинга машины.
Поскольку вибрация пресса может привести к очень серьезному повреждению жесткого диска компьютера, требуется, чтобы компьютер мониторинга, установленный на машине, не имел жесткого диска, а процесс управления всей производственной линией требует, чтобы все управление данными должны быть унифицированы компьютером. Для разрешения вышеуказанных противоречий вся система управляется двумя компьютерами. BOX PC установлен в электрическом шкафу управления для реализации управления данными всей системы. Программное обеспечение для управления реализовано с помощью программного обеспечения для мониторинга Siemens WINCC, а в качестве операционной системы используется стабильная и надежная WINDOWS 2000. Другой компьютер использует WINCE от Microsoft в качестве операционной системы. Весь компьютер не имеет жесткого диска, а данные хранятся на электронном диске 2G.
Используя специальное программное обеспечение для мониторинга NETC@P, импортированное из Германии, программное обеспечение WINCC на BOX PC контролируется удаленно. По сравнению с другим программным обеспечением для удаленного управления программное обеспечение NetC@p специализируется на предоставлении услуг в режиме реального времени и позволяет легко контролировать рабочий процесс. В системе отсутствует программное обеспечение в виде карты графического дисплея, поэтому все приложения отображаются на персональном цифровом помощнике или мобильном планшетном компьютере без дополнительного программирования программного обеспечения. NetC@p отвечает за анализ и настройку. Программное обеспечение, установленное на хосте, похоже на эмулятор терминала, который упаковывает изображения, информацию о мыши и клавиатуре в Ethernet для использования ведомым устройством. Ведомое устройство часто используется в качестве клиентского приложения или мобильного терминала (с Windows CE в качестве операционной системы), и на ведомом устройстве автоматически запускается приложение NetC@p. Никаких других программ или устройств не требуется. Через установленную сеть или сетевое соединение ISDN и DSL можно предварительно установить только параметры соединения и ввести систему, что позволяет легко выполнять удаленную работу и анализ, значительно экономя время и деньги.
4) энкодер заменяется энкодером структуры шины PROFIBUS DP.
Оригинальный абсолютный энкодер уровня TTL заменен энкодером с интерфейсом PROFIBUS DP. Сеть PROFIBUS DP может обеспечить скорость передачи 12 Мбит/с и превосходную защиту от помех, что делает точность управления и способность защиты от помех новой системы намного выше, чем у старой системы.
5) Модуль S7I/O принимает модуль распределенной системы ввода/вывода ET200M, модуль использует модуль серии UN 300 UNIMAT и использует структуру шины PROFIBUS DP между ЦП и модулем S7I/O.
2, конфигурация системы
Таблица модернизации всего оборудования автоматического управления выглядит следующим образом. Основное электрооборудование автоматики будет заменено новой системой управления.

После доработки электрическая схема системы выглядит следующим образом:

3, обновление функции системы управления
1) используйте отказоустойчивый контроллер S7 400F и сигнальный модуль.
Контроллер системы использует отказоустойчивый контроллер Siemens S7 400F и компилирует внутреннее интегрированное программное обеспечение управления кулачком S7 400 для реализации управления кулачком. Он заменяет оригинальный кулачковый контроллер WF715. Повышая гибкость управления, электронный кулачок и электронный кулачок управляются модулем функции безопасности, обеспечиваемым отказоустойчивым контроллером. Связь кулачкового энкодера осуществляет мониторинг безопасности, чтобы обеспечить безопасность системы и избежать ущерба операторам.
2) обмен данными между системой S7 и компьютером по сети Ethernet.
Модуль связи Ethernet CP443 добавлен в систему для обмена данными между Ethernet и верхним компьютером всей системы. В то же время предусмотрен интерфейс для объединения в сеть всей производственной линии. Работу любого пресса в блоке, где он расположен, можно контролировать на каждом прессе, что упрощает техническое обслуживание.
3) Используя специальное программное обеспечение удаленного мониторинга NETC@P, обмен данными между пресс-терминалом (подчиненный) и PC BOX (хост) осуществляется через Ethernet.
Во избежание повреждения компьютера, вызванного рабочей вибрацией пресса, для полного мониторинга всей системы используются два компьютера. Один из них использует высоконадежный промышленный компьютер Siemens PC BOX в качестве сервера для хранения данных и установки всего управляющего программного обеспечения. Другой использует специальную операционную систему в качестве клиентского терминала. Удаленный доступ к серверу; на компьютер клиента устанавливается электронный диск без каких-либо движущихся частей, чтобы избежать повреждения ресурса компьютера из-за вибрации пресса.
Хост может идентифицировать все зарегистрированные ведомые машины и назначить ведомому только одно право на операцию за раз. Когда команда вводится на консоли в диспетчерской, загорается красный или зеленый сигнал светофора. Избегайте одновременной работы или ошибочной операции. Операторы также могут предварительно настроить главный компьютер, чтобы решить, принимает ли главный компьютер решение всякий раз, когда подчиненный компьютер подает заявку на право работы, или подчиненный компьютер автоматически выделяет право на работу подчиненному устройству, которое первым делает запрос. заявление. В-третьих, если необходимо разрешить оператору иметь право на работу, он также может использовать пароль или переключатель пароля, чтобы заблокировать объем права на работу, чтобы максимизировать безопасность работы системы.
4) Обновление WF470 до WINCC
Программное обеспечение верхнего компьютера обновлено с WF470 до WINCC, а верхний компьютер обновлен до режима работы с 15-дюймовым сенсорным экраном.
Благодаря мощной функции WINCC в систему были добавлены следующие функции:
а) функция переключения китайского/немецкого языков для облегчения повседневной работы операторов мастерских и регулярного технического обслуживания производителей;
B) Отображение состояния входа, выхода и аналогового ввода и вывода ПЛК на ПК, что соответствует фактической компоновке модуля ПЛК в электронном шкафу управления, и каждая точка каждого канала сопровождается подробными примечаниями;

Рис. 3. Отображение состояния модуля ввода/вывода ПЛК
C) Благодаря мощной функции хранения WINCC добавлено 100 наборов управления данными пресс-формы, а технологические параметры пресс-формы заранее сохраняются в формуле пресс-формы, а соответствующие параметры пресс-формы экспортируются только во время производства, что значительно улучшает скорость смены пресс-формы повышает эффективность производства, облегчает унифицированное управление пресс-формой и снижает количество неправильных операций.

Рис. 4 Формулировка данных пресс-формы
D) увеличить полномочия управления данными пресс-формы. После обновления системы оператор может увеличивать и уменьшать параметры пресс-формы только в диапазоне данных, полученных из формулы, и настройка недействительна, если она выходит за пределы диапазона. Диапазон настройки может быть установлен обслуживающим персоналом станка, чтобы уменьшить повреждение пресс-формы, вызванное неправильной эксплуатацией; увеличение высоты ползунка в два раза, интеграция данных двух регулировок в формулу пресс-формы, просто нажмите кнопку, чтобы реализовать настройку высоты, простую и удобную работу; одновременно реализуя высоту ползунка и регулировку воздушной подушки, изменяя работу пресс-формы. Быстро и стабильно.

Рис. 5 настройка параметров данных пресс-формы
E) сверхмощная система диагностики неисправностей, добавляющая запись информации о работе. После обновления системы, в дополнение к сохранению исходных записей о неисправностях системы, некоторые важные операции на панели станка и все операции по настройке параметров пресс-формы записываются, что удобно для обнаружения неисправностей и четкой ответственности. 
Рис. 6 запись информации об операции
F) супер функция диагностики системы, увеличение калибровки энкодера, калибровки датчика и передатчика. После реформирования системы комплексный расчет калибровки параметров осуществляется программой. В реальной эксплуатации калибровка может быть выполнена только путем направления в соответствии с калибровкой и путем измерения высоты или давления, температуры и т.д.
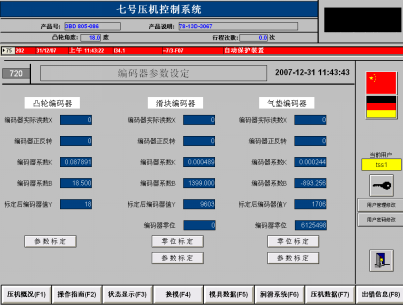
Рис. 7 Калибровка энкодера
5) энкодер подключен по сети PROFIBUS
Энкодер всей системы подключен к сети PROFIBUS, а энкодер регулировки ползуна и воздушной подушки подключен к специальной сети PROFIBUS. Кулачковый энкодер подключен к независимой сети PROFIBUS, в основном с учетом того, что электронный кулачковый энкодер является основным элементом управления системы управления прессом и работает в прессе. В процессе требуется быстрый отклик в режиме реального времени. Максимальная скорость передачи данных в сети PROFIBUS может достигать 12 Мбит/с, что гарантирует точность обнаружения энкодера и качество связи.
Пять, анализ эффекта преобразования
1) аспекты безопасности
S5 и S7 используются для параллельной работы, а S5 демонтируется после подтверждения надежности системы управления S7 для обеспечения безопасной трансформации.
2) технические индикаторы
Ключевые параметры пресса, такие как ползун, высота воздушной подушки, балансир и давление воздушной подушки, соответствуют технологическим требованиям, а качество изделий пресс-форм хорошо контролируется.
3) эффективность производства
Внедряя новую технологию рецептуры и полностью китайскую операцию, она может эффективно увеличить скорость смены пресс-формы и снизить интенсивность работы.
4) экономические выгоды
Благодаря успешному опыту первой модернизации пресса процесс модернизации пресса стал более стандартизированным, период модернизации сократился на треть, была достигнута высокая эффективность модернизации, а также удалось сэкономить много затрат на техническое обслуживание. Совместимый с SIEMENS модуль UNIMAT также снижает затраты.
Шесть, заключительные замечания
Благодаря этому преобразованию были реализованы все исходные функции управления и на основе исходных функций мониторинга операций, таких как изменение формулы, запрос записи операции и другие настраиваемые пользователем практические функции, что обеспечивает мощный инструмент для завод для проведения управления производством и анализа аварий. В то же время, поскольку S7 является более мощным, чем S5, скорость отклика системы, а также обслуживание и отладка значительно улучшились. На сегодняшний день система работает безопасно и стабильно уже более полугода и получила высокую оценку операторов и менеджеров завода.







